



- Форма для золотых слитков Superbmelt обладает хорошей термической стабильностью и подходит для использования в условиях резких перепадов температур.
- Форма устойчива к коррозии, кислотам и щелочам. Это означает, что форма для золотых слитков способна отливать любые металлы независимо от их химических свойств.
- Драгоценные металлы не загрязняются при литье в форму для золотых слитков, так как все физические и химические свойства формы надежно сплавлены между собой.
- Гладкая внутренняя поверхность формы позволяет легко извлекать золотые слитки после литья.
- Форма для золотых слитков обладает высокой термической устойчивостью и выдерживает высокие температуры расплавленного металла. Форма не расширяется и не сжимается при контакте с высокой температурой.
- Формы для золотых слитков широко применяются в литейной промышленности, металлургии, химической, машиностроительной и электроэнергетической отраслях. Также они используются в формах для непрерывного литья, литья под давлением, формовании стекла, спекании, центробежном литье, плавке золота и серебра.
- Формы для золотых слитков изготавливаются из графита с высокой плотностью и мелкозернистой структурой, что делает их подходящими для многократного литья в одной форме.
- Содержание золы в графите (то есть в материале формы) составляет менее 0,1%, что означает отсутствие загрязнений драгоценных металлов в процессе литья.
- Форма для золотых слитков Superbmelt может использоваться как графитовый тигель для плавки цветных металлов, для аналитических испытаний и как форма для слитков.
- Наши формы для золотых слитков являются одними из самых термостойких материалов, обладающих высокой устойчивостью к термическому шоку — на поверхности формы не образуются трещины при резких изменениях температуры.
- Отличная теплопроводность и электропроводность — одни из главных достоинств формы для золотых слитков.
- Форма обладает хорошей самосмазываемостью, благодаря чему золотые слитки легко извлекаются после литья, а также устойчива к износу.
Плавка золотой пыли в расплав с помощью пропановой горелки может быть выполнена прямо в форме для слитков. Это распространённая практика среди мелких производителей ювелирных изделий. Плавка золота в форме для золотых слитков возможна только благодаря её способности выдерживать высокие температуры.
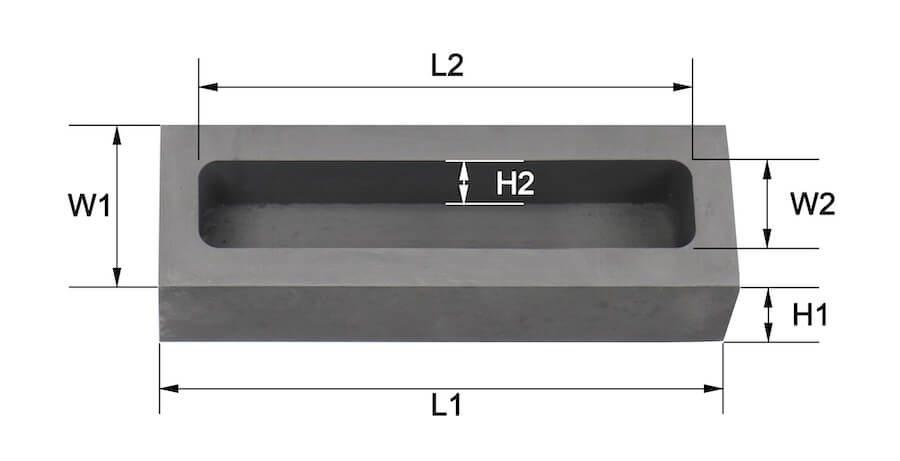
| Описание | Модель | Размер | |||||
| Длина L1 | Ширина W1 | Высота H1 | Длина L2 | Ширина W2 | Высота H2 | ||
| Графитовая форма на 100 г | G.GI.Y0100 | 55 | 40 | 20 | 35 | 20 | 10 |
| Графитовая форма на 200 г | G.GI.Y0200 | 70 | 45 | 20 | / | / | / |
| Графитовая форма на 250 г | G.GI.Y0250 | 67 | 50 | 26 | 47 | 25 | 16 |
| Графитовая форма на 300 г | G.GI.Y0300 | 70 | 57 | 20 | / | / | / |
| Графитовая форма на 400 г | G.GI.Y0400 | 75 | 67 | 20 | / | / | / |
| Графитовая форма на 500 г | G.GI.Y0500 | 70 | 67 | 26 | 50 | 47 | 16 |
| Графитовая форма на 1 кг | G.GI.Y1000 | 135 | 42 | 32 | 115 | 22 | 22 |
| Графитовая форма на 2 кг | G.GI.Y2000 | 160 | 48 | 38 | 140 | 28 | 28 |
| Графитовая форма на 3 кг | G.GI.Y3000 | 175 | 52 | 42 | 155 | 32 | 32 |
Гарантия 2 года
Гарантия на наше оборудование на один год дольше, чем гарантия, предоставляемая другими производителями.
Одобрено ISO, CE, SGS
Профессиональные сертификационные органы подтверждают, что машины имеют высокое качество.
Сильная сервисная команда
Мы предоставим ответ в течение 24 часов по вашему вопросу с участием нашего профессионального инженера.

Какие материалы для форм для золотых слитков существуют на рынке?
1.1, Чугунная форма
Чугунные формы обычно изготавливаются из серого чугуна, поскольку он обладает хорошей стойкостью к повторным изменениям температуры. Чугунные формы изготавливаются из стали, железа или меди, и используются для литья драгоценных и цветных металлов в прямоугольные формы. Рабочая температура чугунной формы составляет от 1250 до 1300 градусов Цельсия.

В процессе литья в постоянные формы, также называемом литьем под давлением, желаемая форма изготавливается из чугуна или стали. Если расплавленный металл поступает в форму под действием гравитации, процесс называется литьем в постоянную форму. Если расплавленный металл подается под давлением, процесс называется литьем под давлением. Формы для литья под давлением охлаждаются водой, в связи с чем они могут производить детали с более тонкими стенками и с большей скоростью, чем машины для литья в постоянные формы. Быстрое охлаждение создает более прочные детали, чем литье в песчаные формы, но их пластичность может быть хуже из-за trapped газа и пористости.
Термический коэффициент чугуна ниже, чем у стали, поэтому сталь при затвердевании усаживается больше, чем чугун, что облегчает извлечение слитка из формы для литья из чугуна. Внутренние стены формы покрыты смолой или мелким углеродом. Покрытый материал разлагается во время затвердевания, что предотвращает прилипание затвердевших слитков к внутренним стенкам формы.
Это один из различных методов прецизионного литья с использованием постоянных форм, при котором быстрое затвердевание позволяет почти немедленно извлечь отливки, значительно сокращая время цикла производства и улучшая механические свойства отливок. Поскольку начальная стоимость формы значительна, металлические формы экономически целесообразны только в случае, когда необходимо произвести множество идентичных частей.
Серый чугун является одним из самых часто используемых материалов для литья в промышленном производстве. Он составляет большую часть рынка литьевых материалов, является прочным и универсальным веществом. Серый чугун легко обрабатывается, его качество можно проверить без использования разрушительных методов, он может быть сформулирован для удовлетворения конкретных требований приложений и является экономически эффективным при массовом производстве. Он подходит для различных приложений, включая те, которые требуют: демпфирования или контроля вибраций, высокого отношения прочности к весу и размерной стабильности.

1.2, Керамическая форма
Керамическая форма — это процесс литья металлов, в котором в качестве материала для формы используется керамика. Это сочетание литья в гипсовые формы и литья по выплавляемым моделям.
Основные преимущества керамических форм: повторно используемые модели, точные размеры, тонкие поперечные сечения и возможность отливки сложных форм. Основные недостатки: этот процесс экономически эффективен только для небольших и средних серий, а керамика не поддается повторному использованию. Чаще всего с помощью этого процесса льют ферросплавы и высокотемпературные цветные металлы, а также алюминий, медь, магний, титан и сплавы цинка.

Литье в керамическую форму — это одноразовый процесс, в котором используются дешевые модели, изготовленные из дерева, металлов, пластика или резины. Можно использовать модели с сложными конструкциями, поскольку материал для формы поддерживает отливку сложных изделий.
В литье в керамическую форму используются два типа суспензий, которые называются истинным керамическим литьем и процессом Шоу. Модели размещаются в форме и заливаются агрегатом. Материал для формы застывает в резинообразной консистенции вокруг модели. Эта консистенция облегчает извлечение модели из формы. Форма, изготовленная в виде кокиля и проталкивающего устройства, нагревается для укрепления.

Прочная форма полезна для литья при высоких температурах, что возможно, когда форма еще горячая. С помощью творческого подхода керамические формы могут быть разработаны в самых разнообразных формах. Суспензия, используемая для литья в керамическую форму, может быть смесью цинка, кальцинированного высококремнеземного муллита или, как в процессе Шоу, смесью огнеупорного наполнителя, гидролизованного этилсиликата и жидкого катализатора.
Обычно форма нагревается в печи, комбинируя процесс Шоу и процесс утраченной модели, что позволяет получить преимущества обоих процессов. Литье при высоких температурах возможно, что делает его подходящим для стали и других сплавов. Можно создавать сложные и творческие дизайны, использовать для массового производства, обеспечить точность размеров, при этом требуется минимальная механическая обработка, поэтому можно лить труднообрабатываемые сплавы, поддерживает как промышленное, так и домашнее литье, позволяют отливать сложные и инновационные конструкции.
1.3, Графитовая форма
Графитовые формы изготовлены из чистого графита и используются для литья различных форм и размеров слитков драгоценных металлов в вакуумных машинах для литья золотых слитков. Тем не менее, они также могут быть использованы для литья после расплавления металла в вакуумной индукционной печи. Графитовая форма для слитков используется для литья золота, серебра, меди, цветных металлов, нержавеющей стали и других материалов.
Тем не менее, существуют некоторые распространенные заблуждения о графите. Одно из них заключается в том, что графит слабый и легко повреждается. Графит имеет кристаллическую структуру, что делает его очень жестким, и он хорошо сохраняет свои размеры. Графит очень прочный и может выдерживать значительные нагрузки. Помимо этих заблуждений, часто считают, что срок службы графитовой формы относительно короткий. Это абсолютно неверно. По показателям общей производительности графит достигает того же уровня, что и металлические материалы. Если учитывать снижение производственных затрат на графитовые формы, стоимость каждой отливки оказывается значительно ниже по сравнению с другими материалами.
Графитовые формы для слитков обладают следующими свойствами: отличная термостойкость, отличная теплопроводность и электрическая проводимость, низкий коэффициент теплового расширения, самосмазывающиеся свойства, благодаря которым отливки легко извлекаются, легкость, хорошая химическая стабильность и стойкость к коррозии от кислотных и щелочных растворов.
Коэффициент теплового расширения — это важный фактор, определяющий, почему графит используется в качестве материала для форм. Низкий коэффициент теплового расширения, который демонстрирует графит, позволяет графитовой форме работать без деформаций или трещин. Еще одним важным фактором является самосмазка. Графит является твердым смазочным материалом, который снижает трение между формой и отливаемым материалом. В результате этого графит позволяет плавно извлекать отливку.
Существует множество факторов, которые определяют срок службы формы для золотых слитков. От состава литьевых материалов до температуры литья и скорости охлаждения — все это влияет на срок службы графитовой формы. В целом, графитовые формы могут работать непрерывно более 100 часов. Графитовые формы также могут быть переработаны для получения гладкой поверхности и использованы повторно.
Другие характеристики графитовой формы:
Низкое смачиваемость: Для предотвращения прилипания и разрушения отливок форма должна обладать слабым сцеплением с твердеющим металлом. Это достигается низким смачиванием формы жидким металлом. Графит не смачивается большинством расплавленных цветных металлов и сплавов. Черные сплавы смачивают графит из-за реакции с углеродом. Графит также смачивается сплавами, содержащими никель, цинк или олово.
Высокая теплопроводность: Теплопроводность материала формы должна быть достаточно высокой, чтобы обеспечить быстрое удаление тепла.
Низкий коэффициент теплового расширения: Низкое тепловое расширение материала формы помогает предотвратить искажение формы и обеспечивает точность геометрии отливки.
Хорошая обрабатываемость: Графит легко обрабатывается. Форма сложных форм с точными допусками может быть получена с помощью фрезерования, точения, пиления, шлифования и обработки поверхности. Точная отделка внутренней поверхности формы важна для уменьшения смачиваемости материала и трения.
Как выбрать форму для литья золотых слитков
2.1, Размер золотого слитка
Нет единого стандартизированного размера для производства золотых слитков, хотя процесс литья золотых слитков должен соответствовать стандартным условиям производства. Размеры форм для золотых слитков SuperbMelt варьируются от 100 граммов до 3 килограммов. Размер и глубина формы для золотых слитков влияют на размер готового слитка.

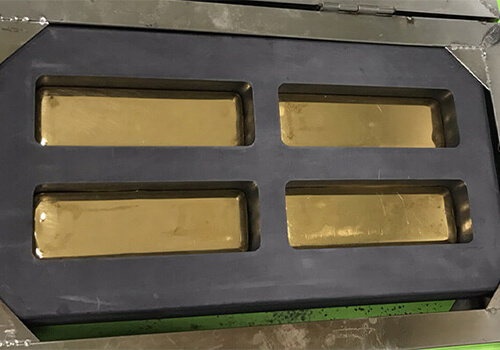
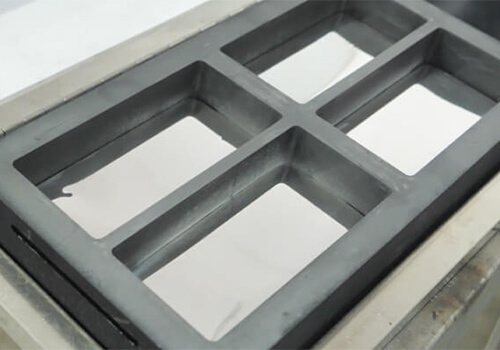
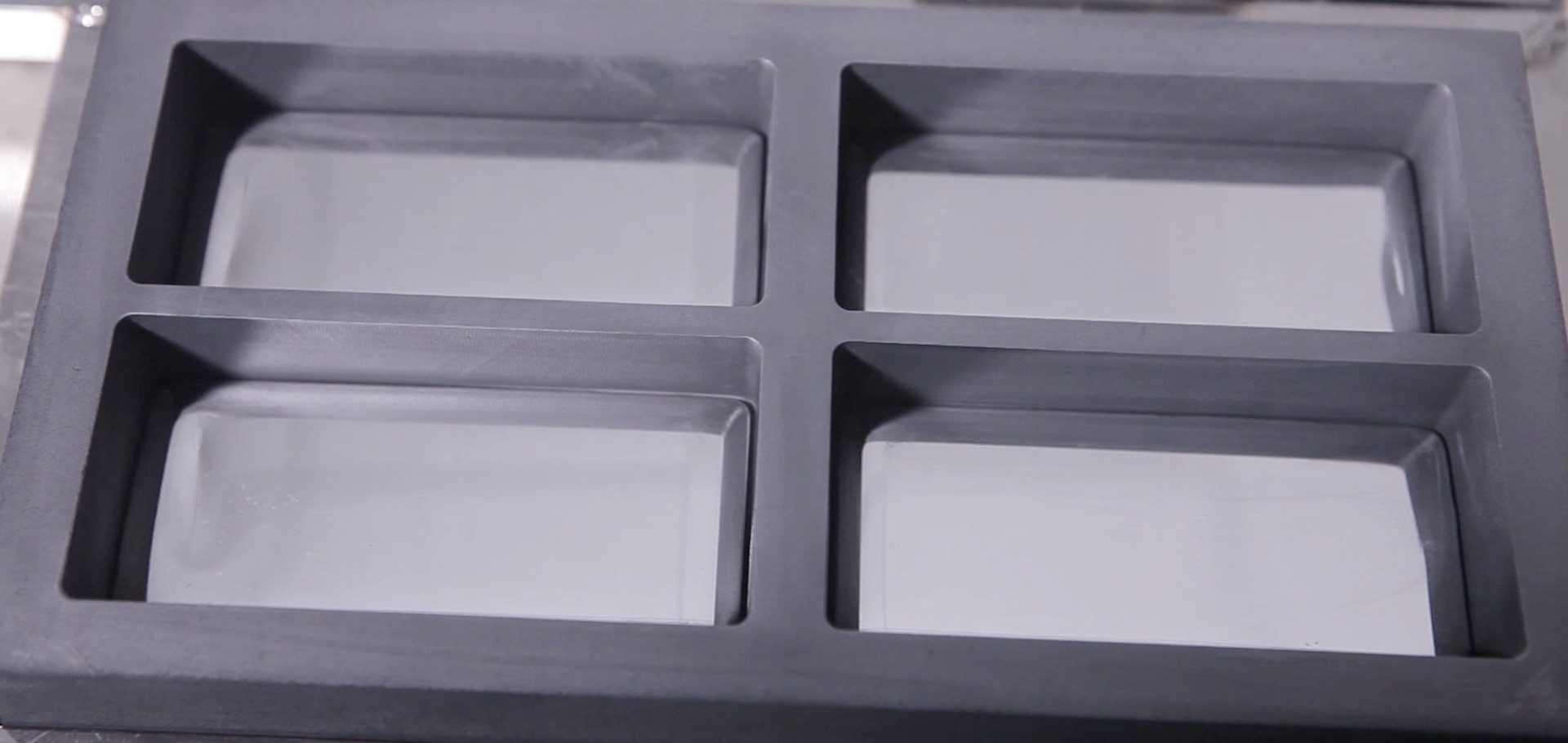
Графитовая форма для золотых слитков может иметь четыре ячейки в одной форме, две ячейки или одну ячейку. Размер вашего производства определяет выбор формы. Форма для золотых слитков с четырьмя ячейками подходит для массового производства, где необходимо отлить несколько золотых слитков одновременно.


2.2, Режим производства золотых слитков
Отливка золотых слитков обычно производится из расплавленного золота. Однако метод производства может варьироваться в зависимости от размера производства, доступных ресурсов и других факторов. Поскольку большие золотые слитки обычно изготавливаются с приблизительным весом, метод производства часто отличается от метода, используемого для отливки более мелких слитков.
Для массового производства золотых слитков золото плавится в большом удерживающем тигле. Для плавки драгоценных металлов используются индукционные печи. Путем наклона удерживающего тигля расплавленный металл переносится в предварительно нагретый переходной тигель. Для этого необходима крановая установка, расплавленное золото из переходного тигля выливается через мягкое газовое пламя в предварительно нагретую и подготовленную форму для золотых слитков. Форма для золотых слитков во время заливки располагается на весах. Когда весы показывают необходимый вес золота или серебра, заливка прекращается. Через несколько секунд после заливки форма для золотых слитков наклоняется, чтобы освободить отлитый золотой слиток.

Для производства средних и мелких драгоценных слитков очищенное золото, которое было проверено на требуемую чистоту, преобразуется в гранулы или маленькие кусочки. Затем это непосредственно взвешивается в графитовые формы для золотых слитков. Точный вес слитка измеряется в гранулах и напрямую помещается в формы, так как в процессе литья с вакуумной установкой для отливки золотых слитков происходит минимальная потеря металла. Вакуумная установка для отливки золотых слитков является отличным способом отливки высококачественных золотых и серебряных слитков.
Обычно количество гранул весит немного больше, чем требуемый вес слитка. Это делается для компенсации возможных незначительных потерь драгоценного металла в процессе производства, например, из-за испарения или остатков в тигле, а также чтобы гарантировать, что конечный вес слитка не будет меньше указанного веса, который должен быть на слитке. Однако при отливке золотых слитков с помощью вакуумной установки потери драгоценных металлов минимальны или отсутствуют.
Отливка золотых слитков непосредственно в формы для золотых слитков позволяет отливать несколько слитков одновременно.
Отливка монет также происходит, когда расплавленный металл выливается в графитовую форму для монет или отливается непосредственно в вакуумной установке для отливки золотых слитков.
Ручной метод плавки золота в печи и заливки в форму становится почти исчезнувшим, поскольку он занимает много времени и требует большего количества рабочей силы для больших производств. Более подходящий метод отливки высококачественных золотых слитков — использование машины для отливки золотых слитков. Машина для отливки золотых слитков — это автоматизированная технология для отливки высококачественных золотых и серебряных слитков, она менее напряженная и не требует большого количества рабочей силы для отливки золотых слитков.
Графитовые формы для золотых слитков устанавливаются непосредственно в машину для отливки золотых слитков. Процесс отливки включает в себя просто взвешивание золотых или серебряных слитков в графитовую форму и установку всех необходимых параметров; отливка завершается за 15 минут.

Выдающиеся преимущества использования машины для отливки золотых слитков в вакууме включают высококачественные драгоценные слитки, точную операцию отливки, сокращение времени отливки и стоимости производства, безопасность, так как операторы не подвергаются воздействию опасного расплавленного металла, возможность отлить несколько слитков одновременно для экономии времени производства, меньший расход энергии и т. д.
Качество и вместимость формы для золотых слитков делают ее подходящей для всех объемов отливки слитков, то есть от мелкосерийного производства слитков до крупносерийного.
2.3, Чистота золота
Независимо от того, каким методом золото было извлечено из руды, его необходимо расплавить и отлить в слитки, чтобы определить его стоимость и привести в форму, удобную для транспортировки и продажи.
Чистота золота различна, и вы можете увидеть число, за которым следует «K». «K» означает карат — древнюю единицу измерения веса, которая теперь используется для определения чистоты золота. Чтобы золото считалось 24K, оно должно иметь 99% чистоты.
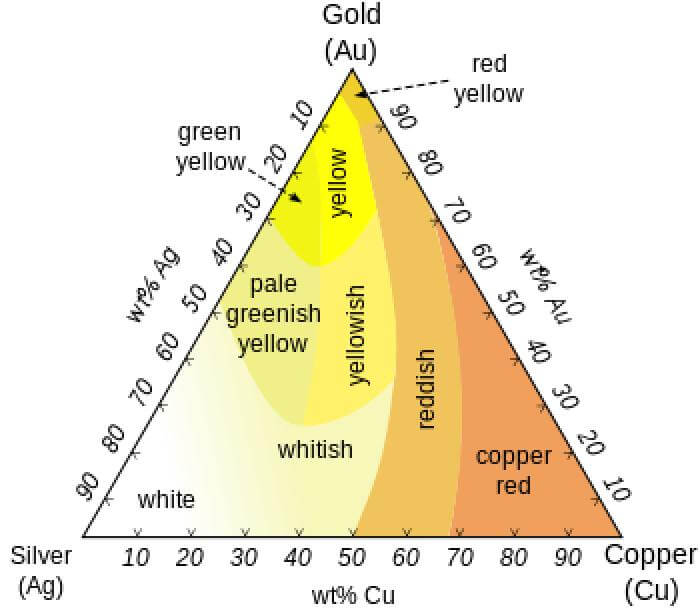
Например, 12K (что является половиной 24K) означает, что изделие из золота содержит 50% настоящего золота, а остальная часть — другие металлы, такие как медь и серебро. Какой бы ни была каратность вашего золота, разделите это число на 24 и умножьте на 100, чтобы узнать процент чистоты вашего золота. В многих странах золото с чистотой 10K не может быть продано как золотые украшения.
Понимая чистоту своего золота, вы не можете просто выбрать любой метод отливки или любой тип формы, который может привести к загрязнению золота или потере драгоценного металла.
Когда чистота золота низкая, используются чугунные формы для отливки слитков. Однако золото с высокой чистотой отливается в графитовые формы, которые сохраняют его уровень чистоты после отливки.
2.4, Эффективность производства золотых слитков
Золото может быть извлечено из крупных шахт или с помощью ремесленного горного дела, также известного как добыча малым масштабом; золото должно быть отлито в слитки для удобства транспортировки на следующий производственный участок, хранения и также для дальнейшего использования.
Производство драгоценных металлов в слитки — это хорошо разработанный процесс. Обычно конечным результатом является количество расплавленного металла с желаемой консистенцией материала. Расплавленный металл обычно заливается в большие формы базовой формы — слитки, или подается в систему непрерывного литья. Производство непрерывного литья имеет преимущество в более высоком темпе производства, также полученные сырые металлы могут быть нарезаны на различные желаемые длины.
Операция непрерывного литья может повысить промышленную эффективность, так как металл подается непосредственно в процесс прокатки. Производство слитков также является быстрым процессом, при котором расплавленный металл заливается в формы для золотых слитков из графита, которые быстро застывают.
Однако литье слитков может производить большие объемы золотых слитков с использованием графитовых форм для золотых слитков, с меньшими проблемами в производственном процессе, чем процесс непрерывного литья. Формы для золотых слитков из графита гарантируют отсутствие потерь драгоценных металлов во время процесса литья золотых слитков.
Для эффективного литья слитков мы настоятельно рекомендуем использовать машину для производства золотых слитков Superbmelt. Машина для литья золотых слитков обеспечивает только бесшовные и энергосберегающие операции литья слитков. Машина устраняет стресс, потери времени на производство, снижает потребность в рабочей силе при увеличении выхода и качества производства слитков.
Почему выбрать графитовую форму Superbmelt: Как мы производим графитовую форму
3.1, Контроль сырья
Графит используется для производства форм более 50 лет. Совершенствование доступных материалов открыло возможности для использования графита в различных областях. Графитные формы для отливки слитков обычно используются при отливке алюминия, золота и серебра. Преимущества графитовых постоянных форм заключаются в сочетании низкой стоимости обработки графита и высокой прочности, характерной для графитовых материалов.
Правильный выбор марки графита имеет важное значение для работы изготовленной формы. Обычно, учитывая относительно большую пористость, экструзионные марки графита не рекомендуются для производства графитовых форм для отливки слитков, требующих высокой точности. Существуют некоторые высокоплотные экструзионные марки, которые могут быть решением, если ограничения бюджета или небольшие объемы производства требуют экономичного решения.

Чаще всего, для применения с высокой детализацией, используют либо формованный, либо изостатически прессованный графит. Оба типа марок характеризуются высокой плотностью и мелким размером частиц, что делает их идеально подходящими для отливки с высокой прочностью, отличной отделкой золота и отличным сроком службы. Изостатически формованный графит обладает лучшими качествами для сложных форм и больших объемов производства.
Графитовые материалы, которые мы используем для производства графитовых форм для слитков, не деформируются, не скручиваются и не трескаются при контакте с расплавленным металлом или при помещении непосредственно в вакуумную машину для литья золотых слитков. Золотые и серебряные слитки можно отливать с более высокой точностью, чем в песчаных и чугунных формах. Графитовая форма также может храниться неограниченно долго, не теряя своей формы, не ржавея, не окисляясь и не разрушающейся.
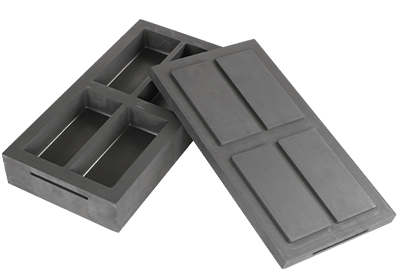
Графитовые формы для золотых слитков Superbmelt имеют сужающиеся края для легкого извлечения слитков.
3.2, Уровни обработки, которые могут соответствовать различным стандартам
Мы производим графит различных плотностей, уровень плотности которого оказывает влияние на уровень пористости графитовых форм для золотых слитков. Это означает, что чем выше плотность графита, тем ниже пористость готового изделия, и наоборот. Чем выше прочность графитовой формы для золотых слитков, тем выше её плавильные и ливарные качества, что также означает более долгий срок службы.
| Марка | NX601 | NX602 | NX603 | NX604 | NX605 |
|---|---|---|---|---|---|
| Размер зерна (µm) | 25 | 25 | 25 | 25 | 25 |
| Объемная плотность (≥ г/см³) | 1.55 | 1.72 | 1.80 | 1.85 | 1.90 |
| Прочность на сжатие (≥ МПа) | 35 | 45 | 60 | 65 | 70 |
| Прочность на изгиб (≥ МПа) | 15 | 20 | 30 | 33 | 35 |
| Пористость (≤ %) | 23 | 20 | 17 | 14 | 11 |
| Специфическое сопротивление (≤ µΩм) | 12 | 12 | 12 | 12 | 12 |
| Содержание золы (≤ %) | 0.08 | 0.07 | 0.06 | 0.05 | 0.03 |
| Твердость по Шору | 35 | 45 | 50 | 55 | 60 |
Графиты Superbmelt обычно обрабатываются с использованием 3 различных технологий:
Технология прессованного графита
Прессованный графит означает, что он холодно прессуется в форму. Это тип графита, который подвергается изостатическому прессованию. Полученный графит обладает отличными свойствами, равномерно распределенными по всей массе без направления зерен. В сочетании с высокой плотностью и мелким размером частиц, это высококачественный материал, очень прочный, с хорошей обрабатываемостью, способный сохранять очень тонкие детали. Он устойчив к высоким температурам в контролируемых условиях, электропроводящий и обладает самосмазывающимися свойствами.
Технология изостатического прессования графита
Технология изостатического прессования использует сверхвысокое давление в гидравлическом оборудовании, и принцип работы заключается в том, что изделия формируются при равномерном давлении и высоком давлении во всех направлениях в закрытых высоконапорных контейнерах. Свойства: изотропность, структурный баланс, высокая проводимость, высокая чистота, высокая прочность, высокая плотность, высокая механическая прочность; превосходная термостойкость, сопротивление окислению и коррозии; мелкозернистость, низкая восприимчивость и легкость в точной обработке. Графит, подвергнутый изостатическому прессованию, имеет наивысшее качество среди трех технологий, но и более высокую цену по сравнению с двумя другими.
Технология среднего грубого графита
Частицы графита грубые, что является результатом низкой сопротивляемости сжатию и изгибу. Среднегрубый графит в основном используется для теплообменников и обогревательных элементов. Он лучше всего подходит для часто используемых тигелей и печей.
3.3, Точное CNC-обрабатывание
