2 года гарантии
Гарантия на нашу машину на один год дольше, чем гарантия, предоставляемая другими заводами.
2 года гарантии
Гарантия на нашу машину на один год дольше, чем гарантия, предоставляемая другими заводами.


Процесс литья по утраченной восковой модели является одним из самых эффективных методов производства ювелирных изделий. Считается многочисленными экспертами высокоэффективным методом, его доминирование в создании индивидуальных ювелирных изделий, таких как кольца, браслеты и подвески, невозможно переоценить.
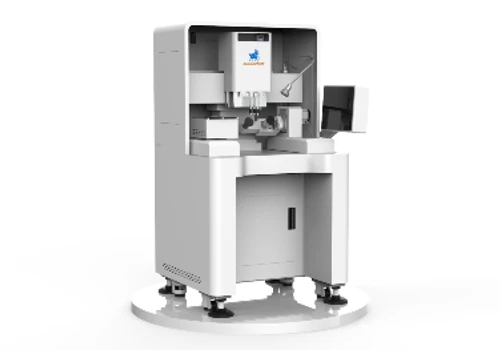
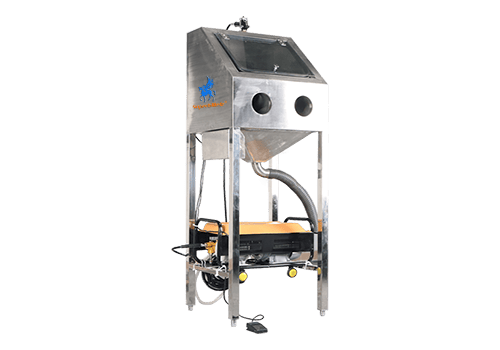
Оборудование для вакуумного прессованного литья ювелирных изделий является одним из методов литья по утраченной восковой модели, который значительно повысил использование этого метода в ювелирной промышленности. Сотни известных ювелирных производителей предпочитают использовать вакуумный прессованный литьевой аппарат для литья таких металлов, как чистое золото, серебро, медь, платина и т.д.
Важно отметить, что использование традиционных методов литья ювелирных изделий может привести к получению готового изделия, подверженного окислению, пузырькам и трещинам, что делает пост-литьевой процесс чрезвычайно сложным.
Процесс вакуумного прессования, с другой стороны, работает в закрытой среде. Это гарантирует, что вам не нужно беспокоиться об окислении, уплотнении, усадке или пористости конечного продукта. Метод вакуумного литья обеспечивает высокую точность размеров и отличное качество поверхности. Подходит для литья сложных форм ювелирных изделий, мелких отверстий и тонкостенных изделий.


































Гарантия на нашу машину на один год дольше, чем гарантия, предоставляемая другими заводами.
Гарантия на нашу машину на один год дольше, чем гарантия, предоставляемая другими заводами.
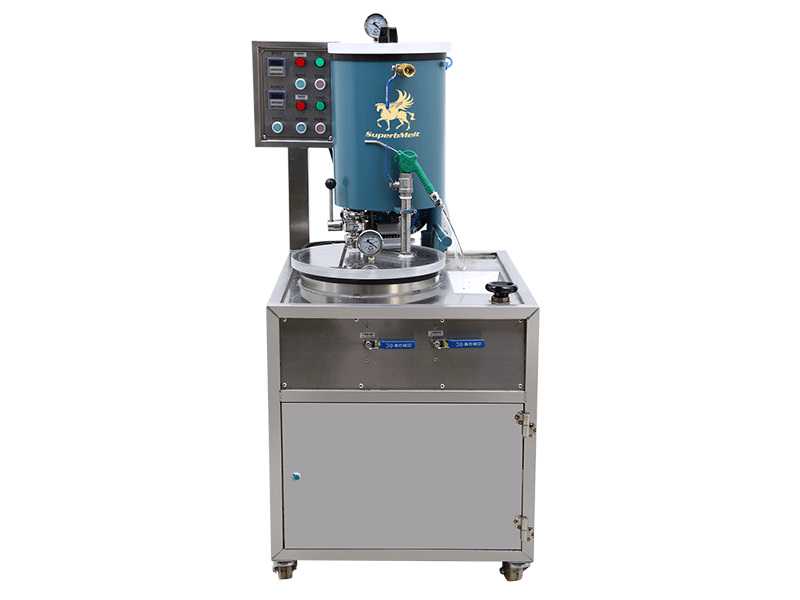
Метод центробежного литья уже на протяжении сотен лет занимает лидирующие позиции в литьевой промышленности. Первые центробежные литьевые машины датируются 1807 годом. Обычно известный для литья полых труб и трубок, этот плавный и эффективный процесс был адаптирован для литья восковых ювелирных изделий.
Процесс центробежного литья ювелирных изделий включает использование центробежной силы для создания инерции, способной распределить металл в полую форму. Он предусматривает установку формы в подставке на качающемся рычаге, который находится в прямом выравнивании с тиглем. Расплавленный металл, полученный от полой формы, зависит от частоты нагрева, индукции и горелки, используемой для плавления металла. После достижения максимальной температуры плавления инерция уменьшается, и расплавленный металл выливается в форму.
Инструменты, необходимые для центробежного литья
Процесс литья, связанный с использованием центробежного литья для колец методом утраченной восковой формы, зависит от поверхностного натяжения расплавленного металла. Литье деликатных металлов потребует большего усилия, чтобы машина создавала прочные формы.
При использовании метода центробежного литья очень важно следить за силой, которую оказывает центрифуга при создании формы. Чрезмерная сила может повредить полость, а слишком слабая не позволит заполнить маленькие участки формы.
Центробежные машины требуют использования защитного ограждения, чтобы предотвратить утечку расплавленного металла в случае выброса. При обучении литью украшений с использованием центробежного метода соблюдение приведенных ниже инструкций поможет избежать литья с формами, которые находятся в небалансированном состоянии.
Литье по утраченной восковой модели, возможно, привлекло множество людей и компаний к своим методам литья, но это не все. Другими важными методами литья являются литье в гипсовую форму и песчаное литье.
Литье в песчаную форму
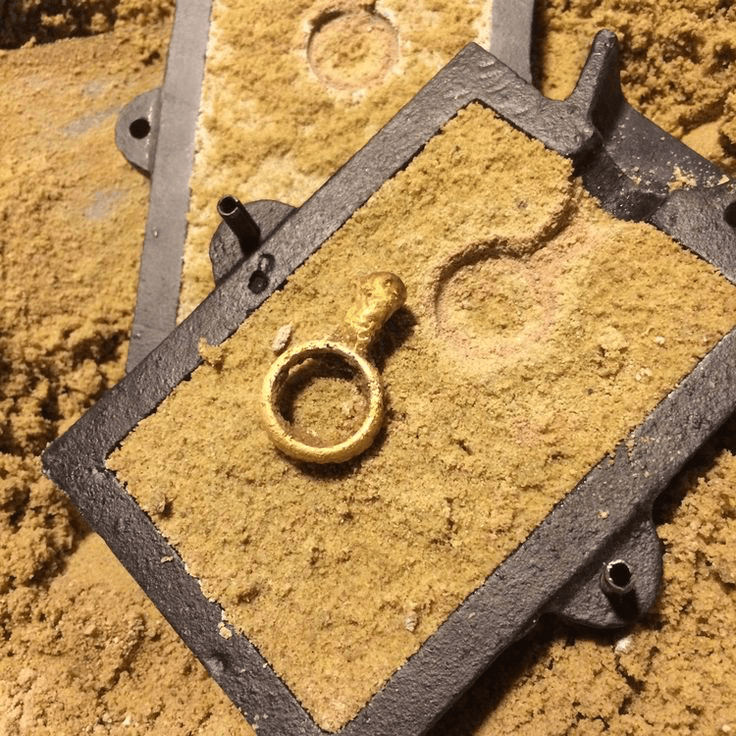
Вы не найдете лучшего метода литья для отливки малых форм по выгодной цене. Литье в песчаную форму используется с древнего Египта. Его зависимость от материалов на основе диоксида кремния позволяет пользователям использовать процесс литья без разрывов и трещин. С добавлением глины в процесс литья в песчаную форму можно достичь необходимой гибкости в процессе охлаждения.
Литье в песчаную форму не предоставляет много возможностей для создания украшений и ювелирных изделий, как это делает инвестиционное литье. Его надежность широко признана в автомобильной и строительной промышленности. Среди всех традиционных методов литья литье в песчаную форму является самым экономичным и подходящим методом для литья черных и цветных металлов.
С другой стороны, литье в песчаную форму немного ненадежно с точки зрения точности. Получение точных размеров при литье компонентов с заданным размером и весом может занять весь день. Процесс литья в песчаную форму соединяет объекты с помощью глин, химических связующих веществ или полимеризованных масел. Литье в песчаную форму не требует такого большого обслуживания, как другие методы литья.
Литье в гипсовую форму

Песчаное литье и литье в гипсовую форму имеют схожий процесс. Основное отличие между этими двумя методами литья заключается в материале формы, который используется. Литье в гипсовую форму использует гипс, укрепляющие соединения и воду.
Этот процесс литья также требует использования антипригарных соединений. Эти соединения наносятся на модель, чтобы избежать прилипания к форме и заполнять трещины, которые могут возникнуть во время литья.
В то время как метод литья в гипсовую форму не предоставляет восковых форм для литья ювелирных изделий, этот метод более экономичен для литья крупных форм. Литье в гипсовую форму дает пользователю более гладкую и точную поверхность, чем песчаное литье.
Эту технику литья можно использовать только с цветными металлами с низкой температурой плавления. Метод литья в гипсовую форму считается дорогим большинством ливарных компаний из-за высоких затрат на обслуживание.
| Метод литья | Преимущества | Недостатки | Применение | Цикл выгорания |
| Метод вакуумного литья | Короткое время производства. Значительная точность. Гладкая отделка поверхности. | Довольно дорого. | Ювелирные изделия, трубы, маховики, цилиндрические втулки. | 1600° F в течение 12–16 часов |
| Метод центробежного литья | Высокая степень точности. Способен создавать маленькие стенки с точной геометрией. Очень гладкая отделка поверхности. | Довольно дорого. | Ювелирные изделия, трубы, маховики, цилиндрические втулки. | 1600° F в течение 12–16 часов |
| Метод песчаного литья | Малые требования к обслуживанию. Может быть легко переработан. Подходит для литья как черных, так и цветных металлов. | Низкая точность. Создает изделия с грубой отделкой поверхности. | Автомобильная промышленность и строительное оборудование. | Менее недели |
| Метод литья в гипсовую форму | Гладкая отделка поверхности. Может лить поверхности с тонкими стенками. Лучше точность размеров, чем у песчаного литья. | Довольно дорого. Высокие требования к обслуживанию. | Литье сложных геометрических конструкций. | Менее недели |
Superbmelt разработан, чтобы предоставить универсальные услуги литья для вашей линии литья из драгоценных металлов. Известные своей репутацией среди множества известных брендов, наши машины оснащены множеством функций, способных предоставить исключительный опыт литья как для частных лиц, так и для компаний.
С огромным выбором оборудования для литья ювелирных изделий на продажу, круглосуточной поддержкой и профессиональной командой НИОКР, которая позволяет нам идти в ногу с постоянно меняющимся темпом цифрового мира, вы можете ожидать надежности на высшем уровне от услуг, которые мы предоставляем.
Захват воздуха в восковых моделях является одной из причин дефектов литья в ювелирных изделиях. Когда в восковой модели присутствуют воздушные включения, это может привести к образованию пузырьков воздуха внутри структуры изделия, что вызывает его разрушение и снижает текстуру.
Захват воздуха в воске обычно происходит по двум причинам:
Когда воск впрыскивается в форму слишком быстро, создавая турбулентность и пузырьки воздуха. Поэтому скорость впрыска воска в форму следует снизить, а диаметр впрыска можно увеличить. Также необходимо улучшить систему вентиляции формы.
Возможно, что система печи не находится в оптимальном состоянии, поэтому прокладки и другие части печи нужно регулярно очищать.

Складки на поверхности украшения во многом связаны с качеством и расположением гипсовой формы.
Хорошее качество инвестиционного порошка является необходимым условием, также важно обратить внимание на время и температуру обжига, чтобы уменьшить деформацию инвестиционной формы.
Стена плавильной печи — это место с самой высокой температурой, поэтому избегайте размещения формы слишком близко к стенке печи и старайтесь располагать ее в центре, чтобы обеспечить равномерный нагрев формы в процессе плавки.
Когда появляются незначительные складки, их можно решить путем полировки и шлифовки на поздних этапах.

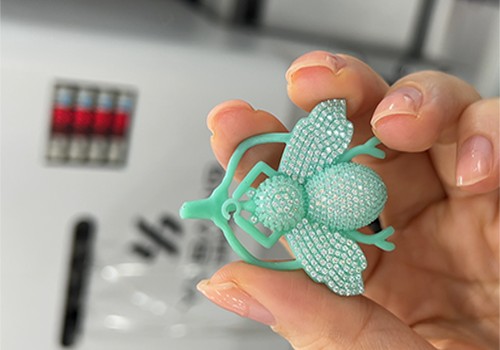
Тонкость готового украшения также зависит от совершенства восковой модели.
Точки соединения восковой модели должны быть гладкими и бесшовными, без складок. Если соединения недостаточно качественные, готовое изделие будет грубым, и потребуется больше времени и затрат на полировку и шлифовку на поздних этапах. Когда дефекты в процессе создания модели слишком явные, воск следует расплавить и сделать новую восковую модель.
Еще один момент, который следует учитывать, это расстояние при создании восковой модели — избегайте слишком близкого расположения к форме, иначе высокие температуры могут повредить изделие и вызвать дефекты. Необходимо учитывать механические свойства при соединении, чтобы расплавленный металл мог свободно

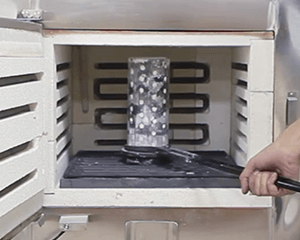
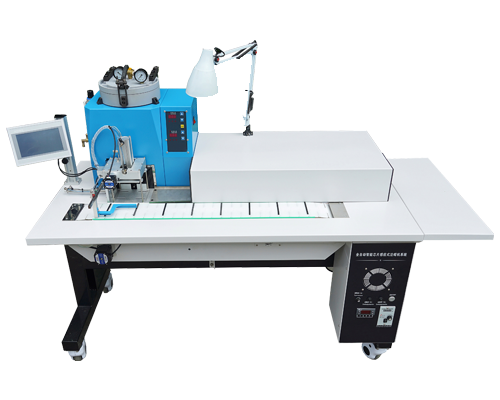
Для того чтобы готовое украшение было с высокой точностью и целостностью, шаг сжигания воска должен быть точным.
При сжигании воска следует избегать остатков воска, иначе воск затвердеет и оставит следы воды, что при заливке приведет к дефектам модели, и вы получите готовое изделие без текстуры.
Поэтому мы можем использовать нашу машину для сжигания воска, которая имеет функцию вторичного сжигания, что позволяет более тщательно расплавить воск и избежать этой проблемы.

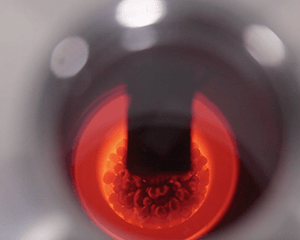
Также очень важно контролировать температуру расплавленного металла. Если температура расплавленного металла слишком низкая или изоляция тигля недостаточна, это приведет к образованию усадочной полости и утрате металлического изделия, когда расплавленный металл быстро остывает в процессе литья.
Одновременно, если следующий этап мойки выполняется слишком рано, это приведет к увеличению внутреннего напряжения, что может вызвать трещины в металлическом изделии, поэтому время мойки также должно быть точно контролируемым.

Во время процесса литья необходимо точно контролировать давление, применять только необходимую силу и избегать излишнего давления на материал, иначе это приведет к трещинам в изделии.
Хотя трещины можно устранить полировкой и очисткой, это потребует больше времени и усилий, поэтому следует избегать их появления на стадии литья, чтобы производство ювелирных изделий было более эффективным.

Включения — это распространенная проблема при литье ювелирных изделий, которая обычно возникает во время заливки, смешивания инвестиционного материала и создания восковой модели. Образование включений может существенно ухудшить качество ювелирных изделий. Даже если их удастся удалить, они могут оставить заметные поры. Такая проблема не решается полировкой.
Поэтому при выборе материалов следует использовать высокочистые металлы, которые нужно заливать под защитой вакуума и инертных газов. Индукционная печь средней и высокой частоты от SuperbMelt отлично справляется с этой задачей, ее скорость плавления высокая, а весь процесс проходит в вакуумной среде. Также следует избегать использования большого количества флюсов, чтобы не вызвать реакцию металла с воздухом, приводящую к образованию примесей.

Хотя производство инвестиционной формы очень простое, это также ключевой момент для получения хороших результатов от отливки. Увеличение давления во время инвестиции может привести к дефектам в виде штифтов. Следует избегать использования материалов низкого качества для инвестиции.
Штифты обычно образуются в нижней части формы с наибольшим давлением и на краях изделия, что может оставить очень грубую поверхность на ювелирном изделии. Поэтому необходимо уделять внимание этапу изготовления инвестиционной формы, а также точно соблюдать соотношение воды и порошка и время смешивания материалов.

Ювелирное литье восходит к 700 году до нашей эры. С момента своего возникновения было создано множество известных процессов литья ювелирных колец. Металлы, такие как золото, серебро и платина, считаются лучшими материалами для отливки ювелирных изделий из-за их пластичности и редкости в земной коре.
Независимо от того, предпочитаете ли вы традиционный процесс литья ювелирных изделий, описанный в этой статье, или известную вакуумную прессованную машину для литья и оборудование для литья по утраченной модели, которое мы предлагаем, есть два обязательных условия — «время и деньги». Ювелирное литье — это трудоемкая работа, и без должной подготовки и инвестиций исследовать прибыльность этого ремесла было бы невозможно.
![]() © Авторские права 2008-2021 Superb Electromachinery Co., Limited
© Авторские права 2008-2021 Superb Electromachinery Co., Limited